
Note: The Static Sankey diagrams were updated in May 2019 (available here) with the latest U.S. Energy Information Administration (EIA) Manufacturing Energy Consumption Survey (MECS) data for 2014 and updated assumptions.
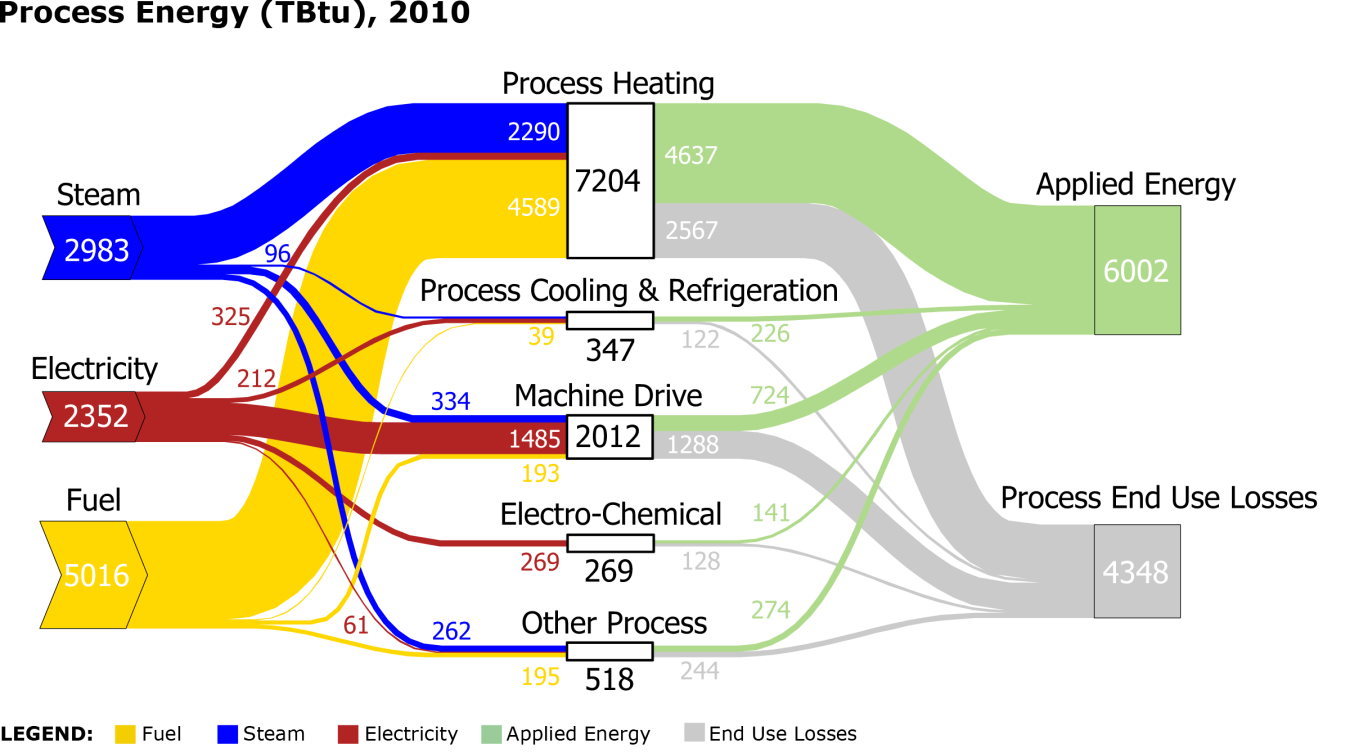
The Process Energy Static Sankey diagram shows how energy is used directly for production by U.S. manufacturing plants, based on EIA MECS data for 2010.
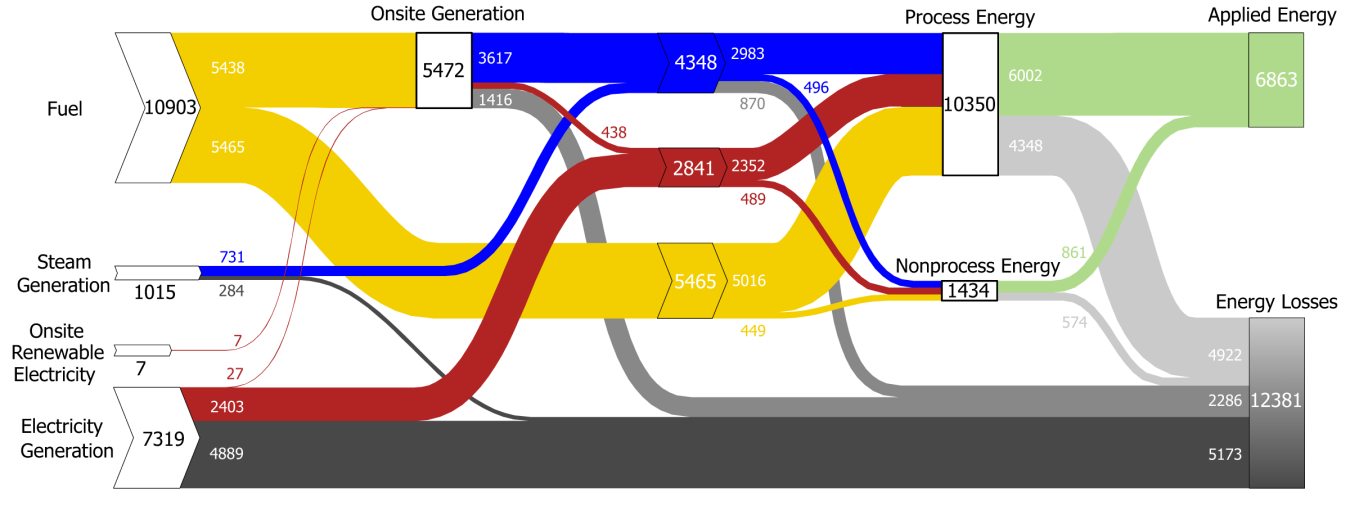
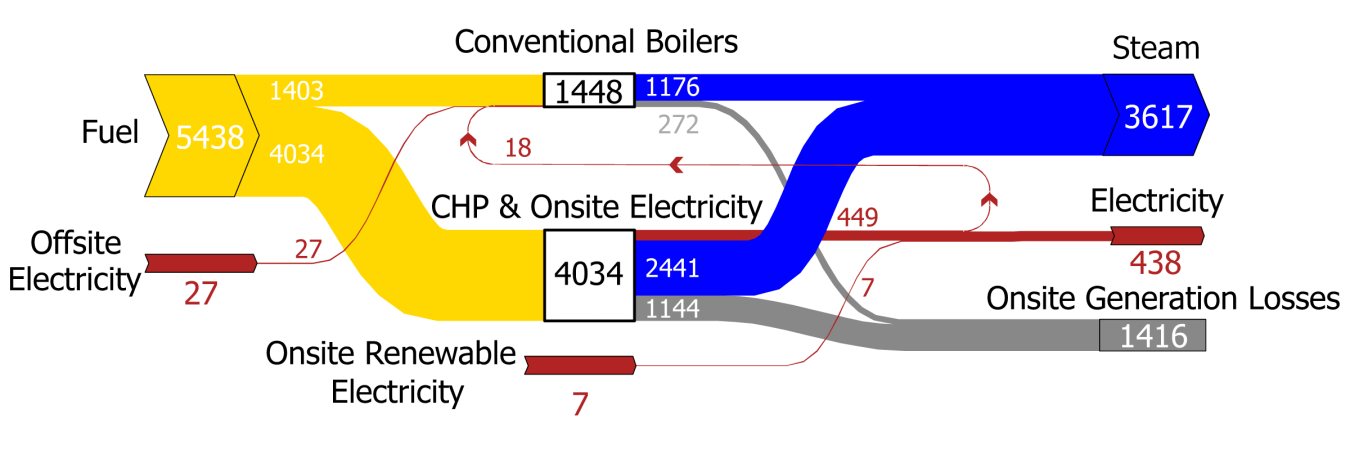
Click on the Full Sector, Onsite Generation, and Nonprocess Energy thumbnails below the diagram to see further detail on energy flows in manufacturing. Also, see the Dynamic Manufacturing Energy Sankey Tool to pan, zoom, and customize the manufacturing Sankey data and compare energy consumption across manufacturing subsectors (this tool is only available for 2010 MECS data).
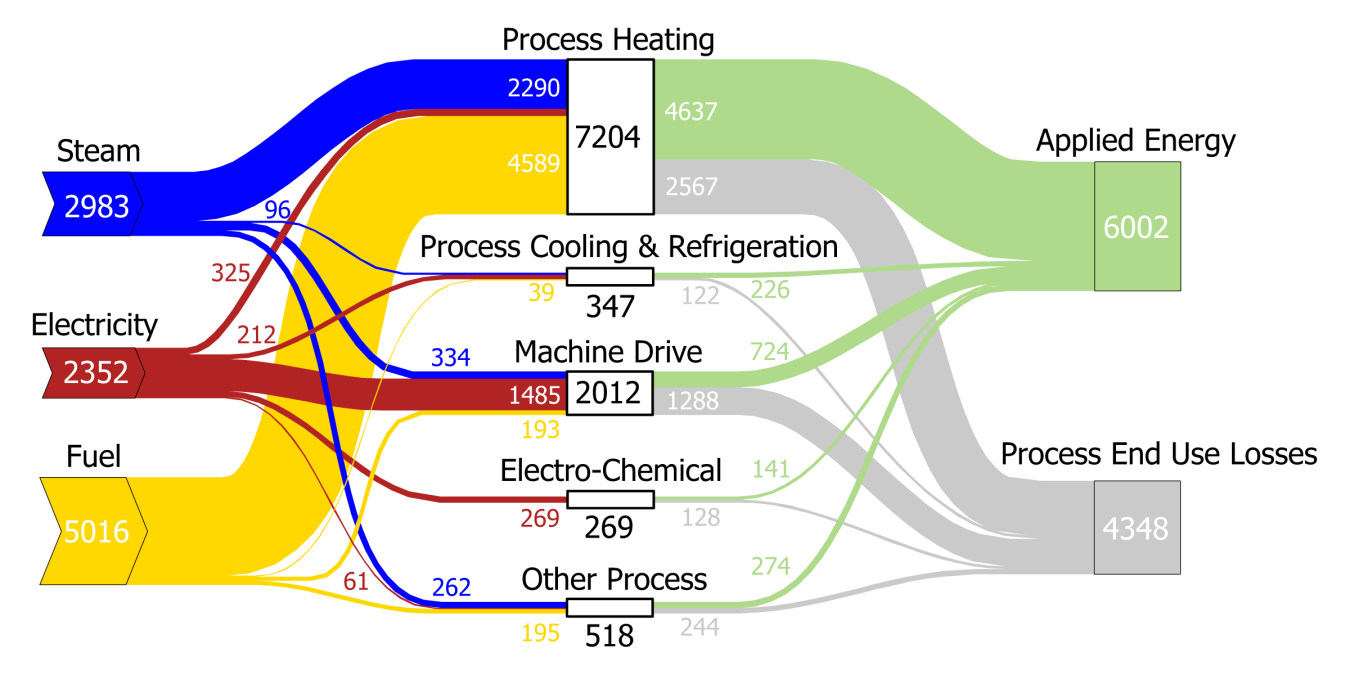
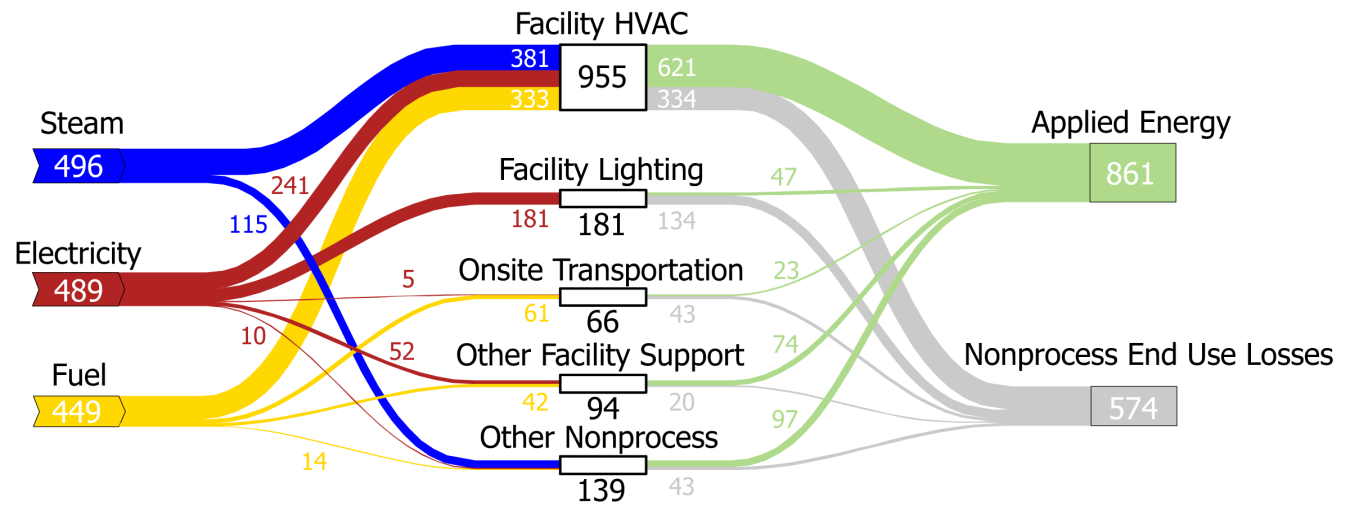
The Process Energy diagram below shows inputs of steam, electricity, and fuel to “process” end uses in the U.S. manufacturing sector (NAICS 31-33). Process applications (such as process heating, process cooling & refrigeration, machine drive, electro-chemical, and other processes) use this energy to convert raw materials into manufactured products. Energy is lost during the transformation of steam, electricity, and fuel into useful work (e.g., compressing, pumping) and heat (e.g., melting, heat treating). Applied Energy is the energy consumed in these process applications that translates directly into useful work and heat. It is determined by subtracting the end use losses from the total energy consumed for each process application.
These diagrams visually complement the 2010 MECS data Manufacturing Energy and Carbon Footprint analysis. Definitions of terms used in this Sankey diagram are at the bottom of this page.
Process Energy
TERMINOLOGY
Applied Energy: Amount of total primary energy employed in direct end use.
Electro-chemical: The direct process end use in which electricity is used to cause a chemical transformation (e.g., reduction of alumina to aluminum and oxygen).
Machine Drive: The direct process end use in which thermal or electric energy is converted into mechanical energy and is used to power motor-driven systems, such as compressors, fans, pumps, and materials handling and processing equipment. Motors are found in almost every process in manufacturing. Therefore, when motors are found in equipment that is wholly contained in another end use (such as a compressor in process cooling and refrigeration), the energy is classified in that end use rather than in machine drive.
Machine Drive Losses: Machine drive losses includes two components:
1) Shaft losses include energy lost in the conversion of thermal or electric energy into kinetic or mechanical energy. Shaft losses are estimated from electric motor, turbine, and engine efficiencies.
2) System losses include energy lost in specific machine driven system applications including fans, pumps, compressed air, materials handling, materials processing, and other systems. The distribution of these six loss categories is unique within each industry sector.
Other Process: Remaining direct process uses not falling under a MECS-specified process end use category (e.g., computer-controlled equipment, process tools, steam stripping).
Process Cooling and Refrigeration: The direct process end use in which energy is used to lower the temperature of substances involved in the manufacturing process. Examples include freezing processed meats for later sale in the food industry and lowering the temperature of chemical feedstocks below ambient temperature for use in reactions in the chemical industry.
Process End Use Losses: Energy that is lost during the transformation of steam, electricity and fuel into useful work and heat for process applications.
Process Energy: Energy directly applied in converting raw material into manufactured product. MECS-specified categories of process energy include process heating, process cooling and refrigeration, machine drive, electrochemical processes, and other process uses.
Process Heating: The direct process end use in which energy is used to raise or maintain the temperature of substances involved in the manufacturing process. Examples include the use of heat to melt scrap in electric-arc furnaces to make steel, to separate components of crude oil in petroleum refining, to dry paint in automobile manufacturing, or to process food for packaging.
NOTES
- The data source for this Sankey Diagram is the 2010 MECS data Manufacturing Energy and Carbon Footprint. The footprint analysis utilizes 2010 EIA Manufacturing Energy Consumption Survey (MECS) data, with adjustments, to quantify steam generation, electricity generation, and incoming fuel; onsite steam and electricity generation; and end use of electricity and fuel. Steam end use is not provided by MECS but rather is dependent on analysis alone.
- Energy values represent aggregate sector-wide data for 2010 in TBtu/yr, rounded to nearest whole number
- Excludes feedstock energy (byproduct fuels from feedstock are included)
- Arrow and box heights are proportional to flow size except for small flows for visual convenience
- Energy losses do not equate to recoverable energy, as a portion of these losses are thermodynamically unrecoverable
- Offsite generation shown on net basis (purchases, sales, and transfers accounted for)
- Offsite and onsite generation, offsite transmission and onsite steam distribution losses are not included in the Process Sankey